Unser Mitglied Martin hat ein neues Filament für unseren Ultimaker organisiert: Polycarbonat. Oder besser bekannt unter dem Markennamen Makrolon von Covestro. Noch nie verwendet? Doch! Jede CD ist aus diesem Material.
Die Eigenschaften sind sehr verheißungsvoll: Sehr hohe Festigkeit, brilliante Transparenz und temperaturbeständig (bis zu 110° Grad) und dazu noch mit einer sehr angenehmen Haptik. Doch wie viele andere Filamente hatten wir natürlich unsere übliche Skepsis. Ob es wohl auf dem Druckbett haftet. Wenn ja, wie? Tritt übles Warping wie bei ABS auf? Schmiert es beim Druck? Haften die Layer?
Gefragt. Gekauft. Getestet.
Als Bezugsquelle steht derzeit nur der direkte Import aus China von Polymaker zur Verfügung. Zwar sind die 30 EUR pro 750g Rolle durchaus im normalen Rahmen, aber leider sind dann die ca. 50 EUR Versandkosten happig.
[Update: Dank eines Tipps gibt es auch eine Bezugsquelle in Deutschland ohne die hohen Versandkosten: Orbi-Tech PC]
Zuerst einmal das Unboxing: Ein schöner und edler Karton mit einer sauber aufgezogenen Rolle. Sehr schön und sehr professionell.
 Dazu sollte man laut Hersteller noch eine spezielle Druckplatte zum Aufkleben bestellen, die die Adhäsion mit dem Druckbett ermöglichen soll. Ebenfalls edel im Design und die Folie konnte mit Leichtigkeit blasenfrei aufgebracht werden. Hierzu später mehr.
Dazu sollte man laut Hersteller noch eine spezielle Druckplatte zum Aufkleben bestellen, die die Adhäsion mit dem Druckbett ermöglichen soll. Ebenfalls edel im Design und die Folie konnte mit Leichtigkeit blasenfrei aufgebracht werden. Hierzu später mehr.
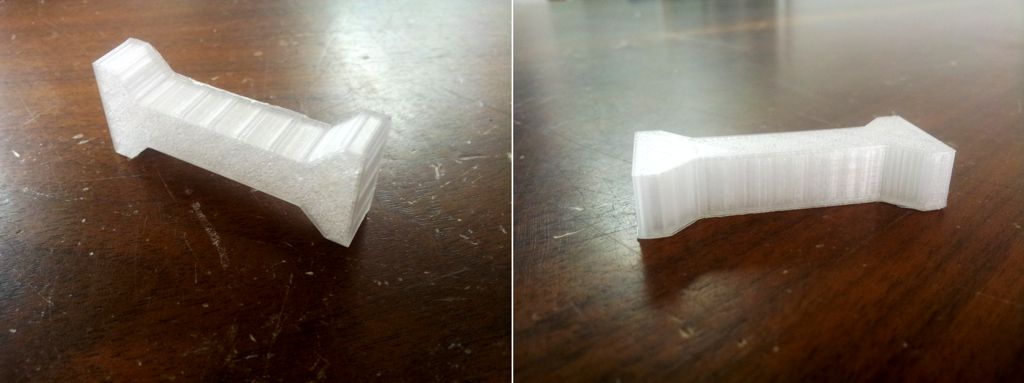
 Für unseren Versuch haben wir uns ein kleines Testteil ausgesucht, dass gerne durch Warping negativ auffällt, aber nicht zu knifflige Strukturen hat. Drucker-Parameter auf die angegebenen Temparaturen gestellt und in Cura mit normalen Einstellungen die GCODE-Datei erstellt. Da wir natürlich meinten, dass das Material eh nicht haften würde, stellten wir die Z-Achse bewußt näher als üblich (0,2 mm). Auf geht’s mit geringer Geschwindkeit und satten 260° Grad und 80° Grad Betttemperatur: Klappt! Kein Schmieren, gute Konturen, gute Haftung der Layer und keine Bröckchen oder sonstige Überraschungen. Dann mal rauf mit der Geschwindigkeit. 130% waren für den ersten Lauf problemlos druckbar. Ohne irgendwelche weiteren Probleme war unser Test nach einer Stunde fertig. Optisch wirklich gut, wenngleich mit leichten Rundungen. Und keinerlei Warping. Juche!
Für unseren Versuch haben wir uns ein kleines Testteil ausgesucht, dass gerne durch Warping negativ auffällt, aber nicht zu knifflige Strukturen hat. Drucker-Parameter auf die angegebenen Temparaturen gestellt und in Cura mit normalen Einstellungen die GCODE-Datei erstellt. Da wir natürlich meinten, dass das Material eh nicht haften würde, stellten wir die Z-Achse bewußt näher als üblich (0,2 mm). Auf geht’s mit geringer Geschwindkeit und satten 260° Grad und 80° Grad Betttemperatur: Klappt! Kein Schmieren, gute Konturen, gute Haftung der Layer und keine Bröckchen oder sonstige Überraschungen. Dann mal rauf mit der Geschwindigkeit. 130% waren für den ersten Lauf problemlos druckbar. Ohne irgendwelche weiteren Probleme war unser Test nach einer Stunde fertig. Optisch wirklich gut, wenngleich mit leichten Rundungen. Und keinerlei Warping. Juche!
Doch unsere Befürchtungen haben dafür gesorgt, dass das fertige Teil nun erschreckend fest mit dem Bett verbunden war. Selbst ein Hammer-Schlag zeigte keine Wirkung. Kurzum mussten wir die kostbare Druckfolie zerstören, um das Teil zu entfernen. Das nennt man dann wohl: Über-Erfolgreich.
Na dann drucken wir halt auf Glas mit profanem Pritt-Stift, der eigentlich dafür bekannt ist, nur als Placebo-Kleber zu agieren. Als weitere Änderung setzten wir die Druck-Temperatur auf 245 ° Grad herab, um die aufgetretenen Rundungen zu minimieren.
Wieder eine Stunde später: Das geht! Und zwar absolut problemlos und erneut ohne jeglichen Anflug von Warping.
 Sind wir voll des Lobes? Und wie! Sollten die weiteren Versuche keine Überraschungen zeigen, stellt Polycarbonat endlich eine vielversprechende Alternative zu ABS dar. Fester, schöner und weniger Warping. Und im Vergleich zu PLA endlich eine gute Temperaturbeständigkeit.
Sind wir voll des Lobes? Und wie! Sollten die weiteren Versuche keine Überraschungen zeigen, stellt Polycarbonat endlich eine vielversprechende Alternative zu ABS dar. Fester, schöner und weniger Warping. Und im Vergleich zu PLA endlich eine gute Temperaturbeständigkeit.
PC ist auch zu finden unter:
https://www.filamentworld.de/produktkategorie/special-filament/hochtemperatur-filament/
Hey, Danke für die weiteren Links. Das hilft sehr und wir werden mal sehen, ob und welche Qualitätsunterschiede es gibt
und http://www.3d-printshop.biz/Polycarbonat
🙂
Hallo zusammen,
hat einer von euch mal was bei https://3d-filament.net/filament-shop/ bestellt?
Gruß
Danny
gute Arbeit.
Frage: Entspricht das Druckergebnis hinschtlich der Festigkeit Deiner Meinung nach dem eines tiefgezogenen Lexan Teils?