Nach unserem Experiment mit Polycarbonat / Macrolon, testen und probieren wir natürlich auch weitere 3D-Druck-Materialien. Diesmal beschäftigen wir uns mit dem eigentlich schon länger bekanntem PET. Dieses Material kennt jeder: Es ist der Werkstoff, aus dem Plastikflaschen und vieles mehr hergestellt werden.
PET-Filament gibt es von vielen Anbietern. Klar oder eingefärbt und in allen bekannten Durchmessern. Für unseren Test haben wir das glasklare Filament von Orbitec auf dem bekannten Mendelparts Orca 0.43 verwendet.
Die Druckparameter sind schnell gesetzt und wir konnten problemlos die Werte vom PLA-Filament übernehmen. Einzig die Drucktemperatur haben wir auf 235° reduziert. PET wird – in Abhängigkeit vom Hersteller – sehr gut flüssig. Bei höheren Temperaturen zu flüssig. Hier gilt es, den richtigen Parameter selber am heimischen Drucker zu finden. Das geht aber sehr schnell.
 Als Heizbetttemparatur haben wir mit 60° eine vollkommen ausreichende Haftung erreicht – auch ohne Klebemittel. Warping ist zwar auch bei PET ein Thema, aber längst nicht so dramatisch wie bei Polycarbonat.
Als Heizbetttemparatur haben wir mit 60° eine vollkommen ausreichende Haftung erreicht – auch ohne Klebemittel. Warping ist zwar auch bei PET ein Thema, aber längst nicht so dramatisch wie bei Polycarbonat.
Der Druck verläuft bei PET ähnlich unproblematisch wie bei PLA. Einzig die etwas weichere Konsistenz von PET erweist sich bei Teilen mit vielen Retractions als problematisch. Hier kann es gerne passieren, dass das Filament stecken bleibt. Zumindest trat dies auf dem Mendelparts Orca und Ultimaker 2 auf.
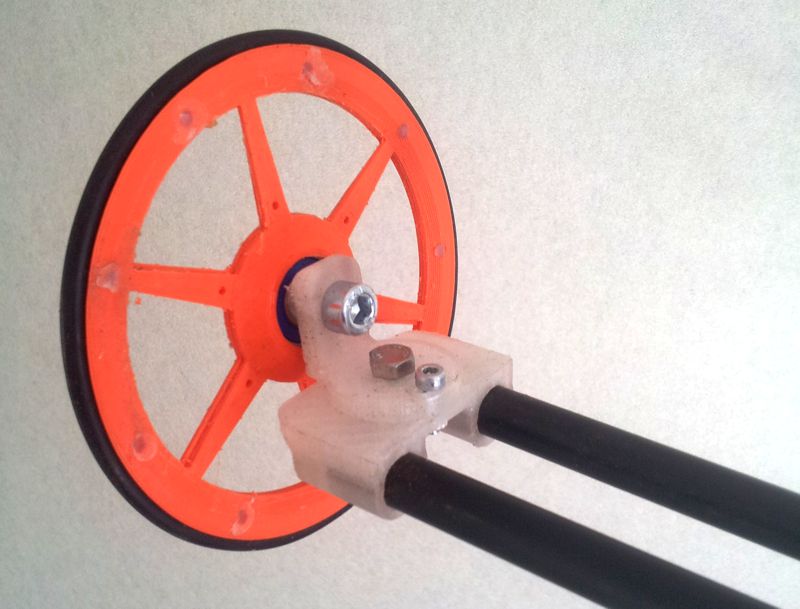
Die Ergebnisse sind sehr gut. Das Material ist hoch brilliant und die Oberfläche geschlossen. Die Layer halten sehr gut zusammen. Die Festigkeit – gefühlt – besser als bei PLA und die Zähigkeit gegenüber PLA deutlich höher. Gerade für Teile, die höheren Biege- oder Dehnungsbelastungen ausgesetzt sind, ist dies ein unschätzbarer Vorteil.
Die größte Überraschung sind aber die hervorragenden Eigenschaften in der Nachbearbeitung. Bohren, Feilen, Schleifen und selbst Gewindeschneiden stellen kein Problem dar. Auch das Lackieren ist mit einem normalen Kunststoff-Primer selbst für Ungeübte kein Problem.
 Zusätzlich ist der Temperatur-Bereich für den Einsatz höher als PLA. Wo PLA ab spätestens 60 Grad richtig weich wird, ist dieser Bereich bei PET deutlich nach oben verschoben. Allerdings solltet ihr vor dem Einsatz (z.B. Armaturenbrett) eigene Tests fahren.
Zusätzlich ist der Temperatur-Bereich für den Einsatz höher als PLA. Wo PLA ab spätestens 60 Grad richtig weich wird, ist dieser Bereich bei PET deutlich nach oben verschoben. Allerdings solltet ihr vor dem Einsatz (z.B. Armaturenbrett) eigene Tests fahren.
Für das RocketDragRace 2016 wurde deswegen vollkommen auf PET gesetzt. Die Teile waren leicht, stabil und überlebten selbst üble Crashs.
 Gibt es einen Nachteil? Ja!
Gibt es einen Nachteil? Ja!
Die hohe Zähigkeit von PET ist auch der größte Nachteil beim Drucken: Die Entfernung von Support ist ohne Dremel & Co. kaum möglich. Ebenfalls sind (s.o.) die richtige Einstellung der Retraction problematisch. Aufgrund der guten Nachbearbeitungseigenschaften drucken wir deswegen heute ohne Retraction und säubern nach dem Druck die Teile schnell manuell.